В 2026 году ожидаются тенденции в применении 3D-печати в разных сферах: промышленности, строительстве, медицине и сельском хозяйстве. Ниже приведены некоторые из них.
Промышленность
- Рост индивидуального производства. Компании переходят от стандартизированных изделий к выпуску небольших уникальных партий.
- Использование новых композитных материалов. В 2026 году рынок пополнится углеродными композитами нового поколения, биопластиками с повышенной прочностью, металлополимерными смесями для точного промышленного изготовления. Это позволит производить прочные и лёгкие детали для автомобильной, авиационной и энергетической отраслей.
- Внедрение умных принтеров с искусственным интеллектом. Интеллектуальные системы позволяют автоматически корректировать настройки печати, предотвращать ошибки, оптимизировать расход материалов, повысить точность готовых деталей.
- Экологичность и переработка материалов. Производители активно внедряют переработку отходов печати и биоразлагаемые материалы.
Строительство
- Создание сложных конструкций с высокой точностью. 3D-печать позволяет воплощать криволинейные формы, органичную архитектуру и элементы, которые раньше были нерентабельны.
- Сокращение времени для возведения несущих конструкций здания. В то время как традиционные методы, такие как кладка или каркасное строительство, требуют недель для возведения стен среднего размера дома, 3D-принтер способен выполнить эту задачу за считанные часы или дни. ixbt.com
- Применение 3D-печати для возведения объектов в экстремальных условиях (в Арктике, в зонах стихийных бедствий или даже в космосе). kommersant.ru
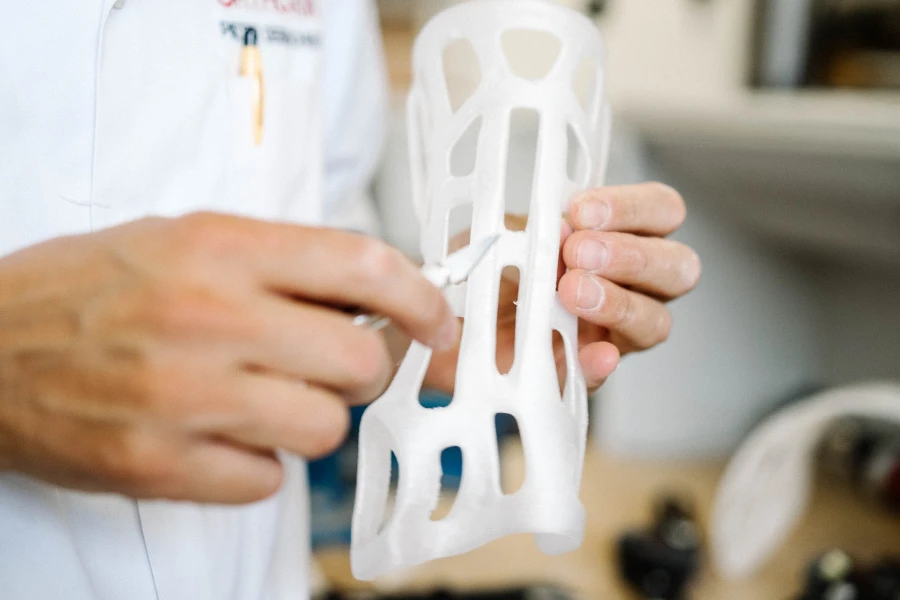
Медицина
- Персонализированное производство медицинских изделий. Например, 3D-печать улучшает подгонку имплантов под анатомические особенности пациентов, облегчает предоперационное планирование, ускоряет процессы производства медицинских устройств.
- Использование 3D-биопечати для создания биологических структур. Например, учёные делают органоиды — маленькие копии органов, выращенные из клеток пациента, для тестирования лекарств.
- Применение 3D-печати в обучении — вместо пластиковых муляжей хирурги могут тренироваться на точных копиях органов, созданных по индивидуальным моделям пациентов.
Сельское хозяйство
- Создание специализированных инструментов для тракторов, комбайнов, систем орошения и других сельхозмашин. Это поможет снизить зависимость от поставок комплектующих, а также ускорить процесс починки и замены сломанных частей.
- Персонализированные устройства и оборудование для ферм — например, фермеры могут напечатать устройства для автоматического кормления животных, системы контроля температуры и влажности в теплицах, а также уникальные устройства для мониторинга состояния почвы и растений.
- Быстрое реагирование на сезонные колебания спроса — 3D-печать позволяет печатать необходимые устройства и компоненты по мере необходимости, без ожидания долгих поставок.
Некоторые новые технологии, которые применятьсяв 3D-печати в 2026 году:
- Самовосстанавливающиеся полимеры. Способны «залечивать» микротрещины при нагреве или под воздействием света, что значительно увеличивает срок службы напечатанных изделий.
- Проводящие гидрогели. Сочетают гибкость с электропроводностью, что открывает новые горизонты в создании носимой электроники.
- Керамические составы с улучшенной термостойкостью. Позволяют печатать детали для аэрокосмической и энергетической отраслей.
- Параллельная печать несколькими экструдерами и лазерное спекание с повышенной мощностью. Промышленные принтеры способны создавать крупногабаритные детали за считанные часы, что особенно востребовано в автомобилестроении и авиации.
- Системы непрерывной печати. Платформа автоматически опускается по мере наращивания слоёв, позволяя производить объекты высотой до нескольких метров без остановки.
- Технология «переменной жёсткости». Один объект может сочетать участки с разной упругостью — от жёсткого каркаса до мягких вставок. Это активно применяется в протезировании, спортивной экипировке и робототехнике.
- Алгоритмы автоматического смешения цветов. Исключают видимые границы, делая изделия визуально бесшовными.
Новые тенденции в 3D-печати
Технология 3D-принтеров существует уже почти десять лет, и различные тенденции продолжают ее формировать. Некоторые из появляющихся Тенденции 3D-печати включая следующее;
Стабильность

Сегодня 3D-печать развивается в направлении устойчивого развития. Люди все больше осознают важность экологических вопросов. Аддитивное производство, благодаря своей чистоте, становится ключевой технологией для достижения устойчивости и сокращения выбросов углекислого газа.
Традиционные методы производства часто сопровождаются большими отходами. В отличие от них, 3D-печать использует материалы максимально эффективно. Это делает её экологичной. Возможность переработки и повторного использования некоторых материалов для 3D-печати соответствует растущему глобальному стремлению к устойчивым технологиям.
Снижение цены
С развитием технологий 3D-печать становится все доступнее и дешевле. Это позволяет использовать ее в промышленности.
Начальные затраты на 3D-принтер могут быть значительными, но высокая скорость создания прототипов помогает снизить последующие расходы. Эти технологии будут продолжать развиваться по мере того, как всё больше компаний внедряют 3D-печать.
3D-печать выгодно отличается от других методов производства. Она сокращает отходы материалов, потребление энергии и затраты на рабочую силу. Благодаря этому 3D-печать становится экономически эффективным решением. Кроме того, производители не сталкиваются с перепроизводством, так как выпускают только то, что требуется. Это также помогает снизить транспортные расходы.
Безопасность и целостность данных
Поскольку 3D-печать становится все более интегрированной в производственные процессы, важность безопасности и целостности данных в этой сфере становится все более заметной. 3D-печать опирается на цифровые технологии, что вызывает растущую озабоченность безопасностью и целостностью данных.
Защита интеллектуальной собственности и обеспечение подлинности цифровых файлов стали важнейшими факторами в сфере 3D-печати.
Предприятия и компании должны обеспечить защиту своей интеллектуальной собственности, используя параметры для ее шифрования.
Обеспечение конфиденциальности, целостности и доступности данных 3D-печати стало решающим фактором для использования этой технологии в полной мере. Для решения этих проблем появляются инновации в протоколах безопасной передачи файлов и технологиях шифрования.
Инновации в гибридных материалах
Поскольку отрасли расширяют границы того, чего они могут достичь с помощью аддитивного производства, использование гибридных материалов меняет правила игры, предлагая бесконечные и беспрецедентные возможности в функциональности, универсальности и долговечности.
Инновации в области гибридных материалов 3D принтеры объединяет различные материалы, каждый из которых выбран по своим уникальным характеристикам, для создания структур с улучшенными свойствами, которые часто превосходят ограничения отдельных материалов.
Гибридные материалы сочетают в себе металлы, керамику, полимеры и даже биологические вещества, например, для использования в тканевой инженерии. Эти инновации открывают новые возможности для применения в электронной, медицинской, аэрокосмической и автомобильной промышленности.
Производство на основе приложений
Переход к производству, ориентированному на применение, меняет мир производства. Это важнейшая тенденция в развитии Технология печати 3D, способствуя переходу от обобщенного подхода к узкоспециализированному и эффективному методу производства.
Поскольку все больше отраслей продолжают использовать возможности аддитивного производства, индивидуализация, гибкость и оптимизация, присущие производству, ориентированному на приложения, обещают изменить традиционные модели производства и стимулировать инновации во всех отраслях.
Такая гибкость ценна в отраслях, где важны уникальные конструкции и характеристики, например, в здравоохранении для персонализированных медицинских имплантатов.
Эти 3D принтер Тенденция постулирует технологическую смену парадигмы подхода отраслей к производству, подчеркивая важность индивидуальных решений для конкретных применений.
Промышленное повышение квалификации
Поскольку 3D-печать становится все более неотъемлемой частью производственных процессов, для полного раскрытия ее потенциала потребуется квалифицированная рабочая сила. Таким образом, промышленное повышение квалификации является ключевой тенденцией в удовлетворении растущего спроса на квалифицированных специалистов для работы в аддитивном производстве с передовыми технологиями. 3D принтеры.
Повышение квалификации в промышленности способствует существенному развитию и внедрению технологий 3D-печати за счет развития опыта, поощрения адаптивности и содействия непрерывному обучению, чтобы вооружить работников знаниями, необходимыми для работы в сфере 3D-печати.
Заключение
Тенденция в области технологий 3D-принтеров ориентирована на экспоненциальный рост, обусловленный устойчивостью, снижением затрат, безопасностью данных, инновациями в материалах, производством, ориентированным на приложения, и повышением квалификации в промышленности.
Поскольку отрасль продолжает развиваться, заинтересованные стороны должны быть в курсе этих тенденций, чтобы использовать весь потенциал 3D-печати для изменения будущего производства. Ориентируясь на инновации и приверженность принципам устойчивого развития, 3D-печать призвана произвести революцию в мировой промышленности, открывая новую эру производственных возможностей.