

Введение
Резьба — это спираль на цилиндре или конусе, которая служит для соединения деталей.
В 3D-печати резьбы используются для создания разъемных соединений, позволяющих собирать и разбирать изделия без использования дополнительных крепежных элементов. Читайте далее в этой статье все, что нужно знать о том, как получить хорошую пластиковую резьбу.
Печать резьб на FDM 3D-принтере обладает рядом преимуществ.
- Индивидуализация: Возможность создания резьб нестандартных размеров и форм для конкретных задач.
- Прототипирование: Быстрое изготовление прототипов деталей с резьбовыми соединениями для проверки их функциональности.
- Сложные формы: Печать резьб на деталях сложной формы, которые трудно изготовить традиционными методами.
Однако печать резьб на FDM также сопряжена с рядом проблем и вызовов:
- Точность: FDM-печать может не обеспечивать достаточную точность для резьбовых соединений с жесткими допусками.
- Прочность: Напечатанные резьбы могут быть менее прочными, чем резьбы, изготовленные традиционными методами (нарезание, формовка).
- Качество поверхности: Поверхность напечатанных резьб может быть шероховатой, что затрудняет их соединение.
FDM 3D-принтеры позволяют печатать различные типы резьб, включая Метрические резьбы, (ISO)Дюймовые резьбы, (UNC/UNF) Трапецеидальные резьбы (Tr) и другие специальные профили.
Основы проектирования резьбы для FDM-печати
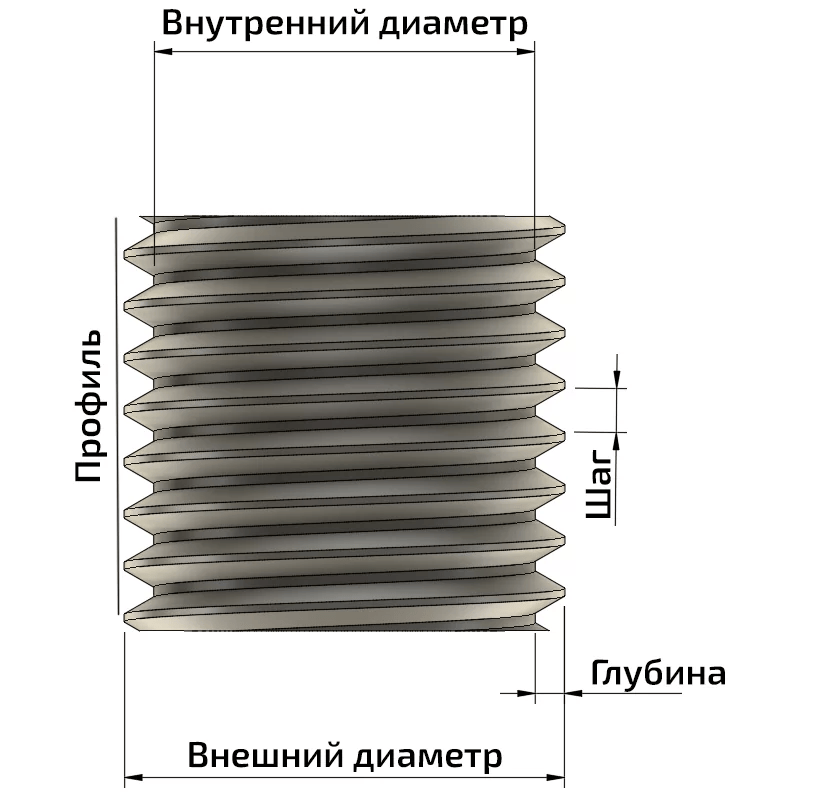
При проектировании резьбы для FDM-печати необходимо учитывать ряд важных параметров:
- Диаметр: Внешний, внутренний, средний диаметры резьбы.
- Шаг: Расстояние между соседними витками резьбы.
- Направление: Правая или левая резьба.
- Профиль: Форма поперечного сечения резьбы (метрическая, дюймовая, трапецеидальная и др.).
- Допуски и зазоры: Разница в размерах между сопрягаемыми резьбами, определяющая легкость сборки и прочность соединения.
Особенности проектирования для FDM:
Увеличение зазоров: FDM-печать имеет меньшую точность, чем традиционные методы, поэтому при проектировании резьб необходимо увеличивать зазоры между сопрягаемыми деталями. Рекомендуемые значения: 0.2 — 0.4 мм на радиус.
Начало/конец резьбы: Для облегчения сборки и предотвращения повреждения резьбы рекомендуется делать скругления, фаски или заходные участки на начале и конце резьбы.
Минимальный диаметр резьбы: FDM-печать имеет ограничения по минимальному диаметру резьбы, который можно напечатать. Это связано с размером сопла и разрешением принтера.
Внешняя (болт) и внутренняя (гайка) резьба: При проектировании внешней и внутренней резьбы необходимо учитывать их взаимное расположение и обеспечивать достаточное пространство для их соединения.
Количество стенок (периметров): Для обеспечения достаточной прочности резьбы рекомендуется использовать не менее 2-3 периметров при печати.
Инструменты для проектирования:
CAD-программы: Для проектирования резьб можно использовать различные CAD-программы, такие как Fusion 360, SolidWorks, FreeCAD, Onshape и др.
Готовые модели резьб: В интернете можно найти множество готовых моделей резьб, которые можно использовать в своих проектах (Thingiverse, GrabCAD и др.)
Подготовка к печати: Настройки слайсера для резьб
Правильные настройки слайсера играют решающую роль в успешной печати резьб на FDM 3D-принтере. Вот основные параметры, которые необходимо учитывать:
Основные настройки, влияющие на резьбу:
- Толщина слоя: Меньшая толщина слоя обеспечивает более гладкую поверхность и более высокую точность резьбы. Рекомендуемые значения: 1 — 0.2 мм.
- Ширина линии: Важно подобрать ширину слоя так, чтобы не противоречить ограничениям сопла и в то же время чтобы каждый новый слой не выходил за пределы предыдущего больше, чем на половину ширины. Может потребоваться корректировка высоты слоя и геометрии модели.
- Скорость печати: Снижение скорости печати улучшает качество поверхности и адгезию слоев, что особенно важно для резьб.
- Температура печати: Оптимальная температура обеспечивает хорошую адгезию слоев и предотвращает деформацию резьбы.
- Обдув детали: Обдув помогает быстро охладить и затвердеть витки резьбы, предотвращая их провисание и деформацию, однако, следует помнить, что не все материалы хорошо переносят обдув.
Дополнительные настройки:
Ретракт: Правильная настройка ретракта минимизирует образование «соплей» и наплывов, которые могут испортить качество резьбы.
Количество внешних периметров: Увеличение количества периметров повышает прочность резьбы.
Заполнение: Плотность заполнения влияет на общую прочность детали с резьбой.
Опережение по давлению (Pressure Advance/ Linear Advance): Эта настройка помогает уменьшить наплывы и неровности на резьбе, особенно на углах.
Процесс печати: Советы и хитрости
Калибровка принтера:
- E-steps: Точная настройка шагов экструдера обеспечивает правильную подачу пластика, что критически важно для размеров резьбы.
- Flow Rate: Правильная настройка потока предотвращает недо- или переэкструзию, которые могут привести к дефектам резьбы.
- PID-регулятор: Стабильная температура экструдера обеспечивает равномерное формирование витков резьбы.
- Первый слой: Идеальная адгезия первого слоя предотвращает отклеивание детали от стола и обеспечивает правильное формирование основания резьбы.
Контроль окружения:
- Температура окружающей среды: Избегайте резких перепадов температуры и сквозняков, которые могут привести к деформации детали.
- Адгезия к столу: Обеспечьте хорошую адгезию первого слоя, используя чистый стол и подходящие средства (клей, лак, PEI-покрытие).
Постобработка и тестирование

Удаление поддержек: Если при печати использовались поддержки, их необходимо аккуратно удалить, не повредив резьбу.
Очистка резьбы: После печати на резьбе могут остаться нити и наплывы, которые необходимо удалить с помощью скальпеля или надфилей.
Нарезка резьбы метчиком/плашкой (опционально): Для повышения точности и гладкости резьбы можно использовать метчик или плашку.
Тестирование и подгонка: После печати необходимо проверить соединение резьбы и при необходимости подогнать размеры.
Типичные проблемы и их причины
Резьба не закручивается / слишком тугая:
- Недостаточный зазор.
- Переэкструзия.
- Неправильная калибровка принтера.
- «Слоновая нога» на первом слое.
Резьба слишком слабая / люфтит:
- Слишком большой зазор.
- Недоэкструзия.
- Недостаточное количество периметров.
Плохое качество поверхности резьбы:
- Слишком высокая скорость печати.
- Недостаточный обдув.
- Проблемы с ретракцией.
- Неправильная температура печати.
Трещины / расслоения:
- Недостаточная температура печати.
- Недостаточное количество периметров.
- Проблемы с адгезией слоев.
Заключение
Печать резьб на FDM 3D-принтере — сложная, но выполнимая задача. Следуя рекомендациям, приведенным в этой статье, вы сможете создавать функциональные и прочные резьбовые соединения для различных применений.
Постоянная практика и эксперименты с настройками принтера и слайсера помогут вам достичь высокого качества печати резьб.
P.S.: D догонку еще намекну на недавно обнаруженную проблемку при печати деталей с резьбовыми соеди нениями. Особенно касается тех, кто «любит» печатать буржуинские модели. Модели зарубежных авторов, европейских, американских, азиатских основаны на технических стандартах этих стран. Поэтому иногда случается, что напечатанные по их файлам детали не совместимы с нашими российскими, чаще всего по причине различий метрической (РФ) и дюймовой системы измерений (США,Мексика и др), а также таких особенностей как размеры резьбы, у нас шаг с 6мм четный (14, и т.д.), а у них есть и 7 и 9и 11 и 13 и т.д. Также отличаются стандарты шага резьбы.
PS2: Заменчано, что вроде бы нормальные настройки при печати но резьба не сходится. Бывает, что по причине разной ориентации (горизонтальной или вертикальной) гайки и винта искажается немного но критично шаг резьбы.
Если тема больная — пишите комментарии, будем дальше копать проблемы, чтоб все у нас было хорошо
Добавить комментарий